切条机切出的料总是歪的,问题出在哪?
切条机切出的料总是歪,核心问题通常集中在设备调试、配件状态、操作规范三个维度,而非单一故障点。想要解决这一问题,需要按步骤排查设备结构与使用流程中的潜在隐患,找到具体诱因后针对性处理。
一、设备调试不当:基准与精度失衡是重要原因
设备安装或调试时若未校准基准,会直接导致切割轨迹偏移,这是常见的诱因。
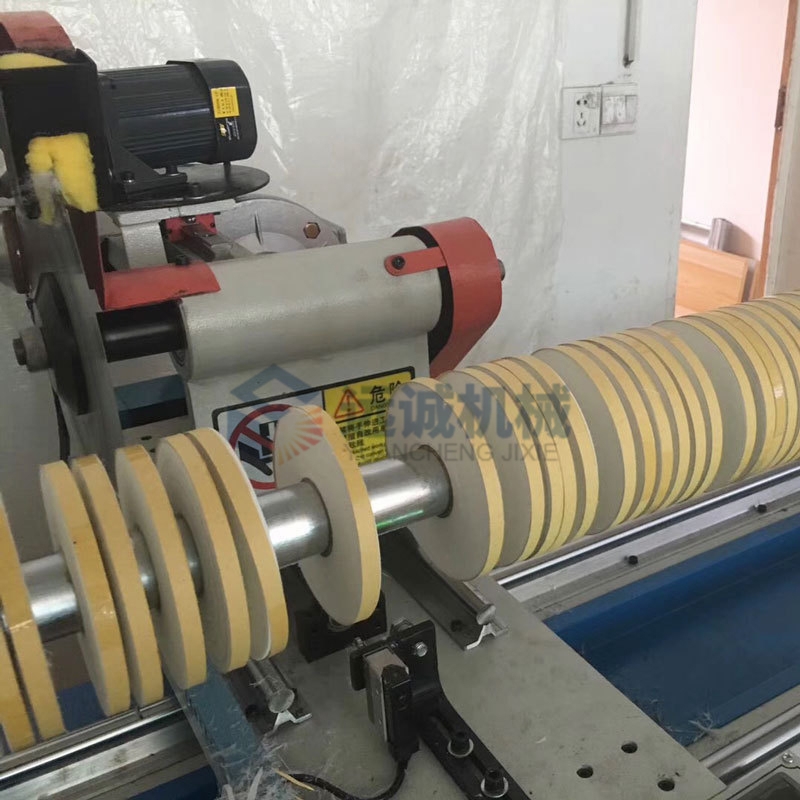
进料轨道与切割刀片不平行。进料轨道是物料输送的 “引导线”,若轨道与刀片的水平或垂直角度存在偏差,物料进入切割区域时会自然向一侧偏移,切出的料呈现斜向状态。比如轨道固定螺丝松动后,长期使用会让轨道轻微变形,与刀片形成 3°-5° 的夹角,切割后的料条就会出现明显歪斜。
切割平台水平度不足。切割平台是物料放置的基础,若平台本身不水平,比如一侧高一侧低,物料在切割时会因重力向低处倾斜,导致刀片接触物料时受力不均,切条轨迹随之偏移。这种情况在移动式切条机中更常见,比如地面不平整时未垫平设备,直接开机使用就容易出现问题。
刀片安装角度错误。刀片是切割的核心部件,若安装时未与进料方向保持 90° 垂直,或刀片自身存在倾斜,切割时就会 “斜着切入” 物料。比如圆形刀片的固定法兰盘松动,导致刀片与主轴不同心,旋转时刀片边缘与物料接触的位置不一致,切出的料条自然会歪。
二、配件损耗或老化:关键部件失效破坏切割稳定性
切条机的核心配件出现磨损、变形或老化,会破坏切割过程的稳定性,进而导致料条歪斜。
刀片磨损或钝化严重。刀片边缘若出现缺口、卷边或钝化,切割时无法快速切断物料,反而会对物料产生 “撕扯” 力。比如切割塑料或橡胶等韧性物料时,钝化的刀片会推着物料向一侧移动,而非垂直切割,形成歪斜的料条。此外,刀片材质与物料不匹配也会加速磨损,比如用切割金属的刀片切软质泡沫,极易因刀片过锋利导致物料变形偏移。
进料压轮压力不均。进料压轮的作用是固定物料并匀速输送,若两侧压轮压力不一致,比如左侧压力大、右侧压力小,物料在输送时会向压力小的一侧偏移。尤其是切割较薄或较软的物料时,压轮压力差会直接改变物料的输送轨迹,让切割位置偏离预设路线。
传动系统部件松动。切条机的传动系统(如齿轮、链条、传送带)若出现松动或卡顿,会导致进料速度不均匀。比如链条松紧度不一致,物料输送时会时快时慢,刀片切割时物料位置发生偏移;或传送带表面磨损打滑,物料在传送过程中出现 “窜动”,切出的料条无法保持直线。
三、操作规范缺失:人为因素放大设备偏差
即使设备本身无故障,不规范的操作也会导致切条歪斜,这类问题常被忽视但影响大。
物料放置方式错误。操作人员放置物料时若未对齐进料轨道的基准线,或物料本身未放平整,比如将长方形物料斜着放入轨道,设备会按照错误的初始位置输送物料,切割后自然呈现歪斜状态。尤其是切割批量物料时,若前一个物料未取走就放入下一个,会导致物料相互挤压偏移。
进料速度控制不当。手动进料的切条机若进料速度忽快忽慢,会让物料与刀片的接触时间不一致,比如突然加快速度时,刀片尚未完全切断物料就被推动,导致切割轨迹偏移;自动进料的设备若未根据物料硬度调整速度,比如切割硬质物料时速度过快,会让物料受力变形,切条出现歪斜。
未及时清理设备杂物。切割过程中产生的废料、碎屑若堆积在进料轨道或切割平台上,会阻碍物料的正常输送。比如塑料碎屑卡在轨道缝隙中,会让物料输送时产生颠簸,或让物料一侧被垫高,切割时自然向另一侧倾斜,形成歪斜的料条。
想要彻底解决切条机切料歪斜的问题,建议按 “先调试设备基准→再检查配件状态→规范操作流程” 的顺序排查。比如先用量具校准进料轨道与刀片的平行度,再检查刀片是否磨损、压轮压力是否均匀,确认操作人员是否按基准线放置物料。通过系统性排查,既能快速找到具体问题点,也能避免同类问题反复出现。