153-9468-8668

联系人:刘先生
手 机:15394688668
电 话:0515-88807699
网 址:www.ycycjx.cn
地 址:盐城市盐都区大冈镇凤凰路97号
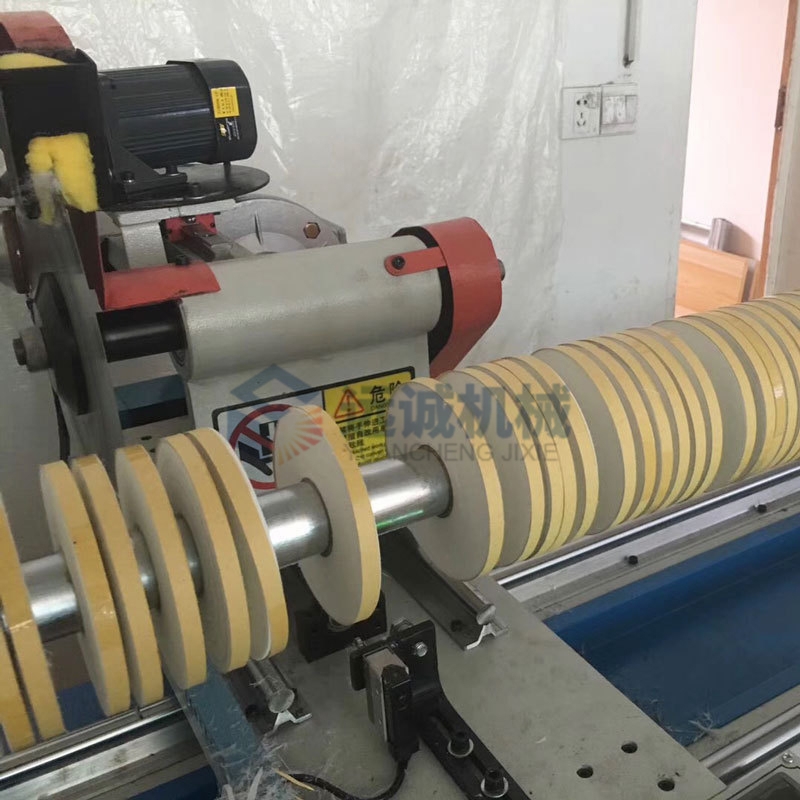
切条机跳刃是什么原因?
拉伸性、收卷张力未得到有效控制时,收卷尽量自动加张力恒定。切条机出现跳刃时,可能没有进行维护和维护。
为了保证切条机经常处于良好的技术状态,可以随时投入运行,减少故障停止,提高机械完整率、利用率,减少磨损,延长寿命,降低运行和维护成本,确保安全生产,必须加强切条机的维护。
定期维护、强制进行,正确处理使用、维护、修理之间存在的关系,不允许只用,不维护。
维护切条机时,保证质量,安牌规定项目和要求逐项进行,不得保证或不保证。记录维护项目、维护质量、维护中发现的问题,报告本部门的专家。
各班组必须按照切条机的相关维护规程、维护类别进行维护,不得无故拖延。特殊情况必须经分管批准延期维护,但一般不得超过规定维护间隔期的一半。
张力控制是指可以长期稳定地控制切条机输送原料时的张力,切条机对张力的控制通常采用手动方式,在卷绕或卷绕过程中,卷绕直径发生变化时,操作人员手动调节电源装置,达到控制张力的目的。

张力控制对切条机的所有运行速度必须保持有效性,包括机械加速、减速和均匀速度。即使在紧急停止的情况下,也必须具备能力,保证切割原料不受损伤或破损。张力控制的稳定性直接关系到切割产品的质量。张力不足的话,原料在运转中会松动或漂移,严重的情况下,分切卷后成品材料会起皱的张力过大的话,原料容易被切断,分切卷后成品材料的断裂会增加。
因此,我们必须达到恒张力控制,在卷绕过程中,使原料承受更理想的张力,张力始终保持不变。根据选择的检测部件和扭矩调节部件不同,有各种张力控制方案。
切条机在收割、卷绕过程中,直径不断变化,直径变化必然会引起原料张力的变化。放在制动力矩不变的情况下,直径减少,张力也增大。相反,如果卷绕力矩不变,随着卷绕直径的增大,张力也会相应减少,这是切条机设备运行中原料张力变化的主要因素。